Słowem wstępu
Gdy przyjrzymy się bliżej palnikowi zmechanizowanemu lub zrobotyzowanemu, od razu możemy zauważyć zasadniczą różnicę w stosunku do systemu ręcznego – brak spustu startowego. Wynika to z prostego faktu, że w systemach zautomatyzowanych to automat, czyli np. sterownik CNC decyduje, w którym momencie rozpocząć cięcie. W tym celu, w urządzeniach Powermax udostępniono opcjonalnie jeden interfejs analogowy (CPC) i jeden interfejs cyfrowy (RS-485, któremu przyjrzymy się bliżej w osobnym artykule).
Interfejs Maszynowy CPC

Ten prosty interfejs sterujący, którego złącze znajdziemy na tylnej ściance urządzenia, pozwala na kontrolowanie podstawowych czynności przy zmechanizowanym cięciu plazmą. W wielu wypadkach jest wystarczający np. do cięcia na stołach ze sterownikiem CNC. Generalnie każdy przewód lub para przewodów odpowiada tylko za jedną funkcję, co przekłada się na łatwość sterowania za pomocą różnych automatów.
WAŻNE!
Przy zakupie urządzenia, warto zwrócić uwagę czy oferowana wersja zamawianego Powermaxa posiada gniazdo CPC i/lub RS-485. Jeśli mamy już urządzenie w swoim posiadaniu to nic straconego – istnieją zestawy rozszerzające:
- 228884 zestaw rozszerzający dla Powermax105: interfejs maszynowy CPC I dzielnik napięcia
- 228697 zestaw rozszerzający dla Powermax65/85: interfejs maszynowy CPC I dzielnik napięcia
- 228539 zestaw rozszerzający dla Powermax65/85/105: interfejs szeregowy (RS-485)
Dla osób, które używają palników zmechanizowanych w prosty rozwiązaniach automatycznych takich jak: wózki do cięcia po linii z nastawną prędkością posuwu, które nie mają potrzeby zastosowania komputerów, istnieje możliwość zastosowania przewodowego pilota, za pomocą którego operator ręcznie włącza i wyłącza palenie.
- 128650 pilot typu włącz/wyłącz do palników maszynowych, dł. 7,6 m
- 128651 pilot typu włącz/wyłącz do palników maszynowych, dł. 15 m
- 128652 pilot typu włącz/wyłącz do palników maszynowych, dł. 22 m

Budowa i funkcje CPC
Funkcje poszczególnych styków zestawiono w tabeli poniżej. Sama wtyczka, gniazdo i kabel są wykonywane w standardach przemysłowych, a więc są trwałe i odporne na trudne warunki pracy.
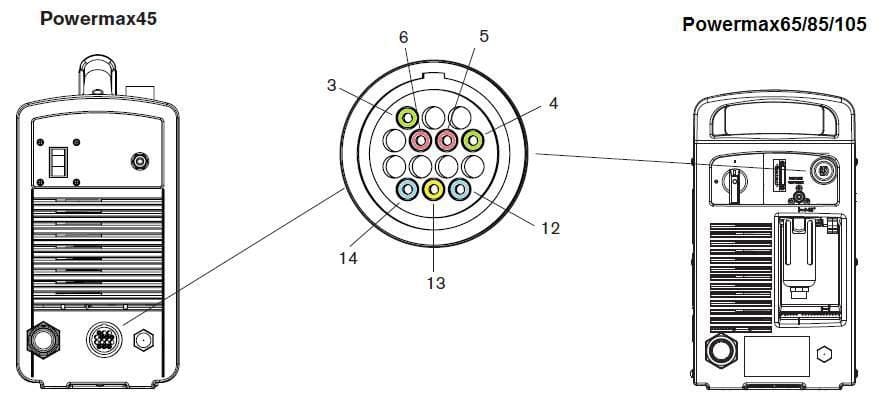
| Sygnał | Typ | Opis | Pin | Kolor kabla |
|---|---|---|---|---|
| Start plazmy | wejście > | Po zwarciu styków następuje start łuku-pilota. Normalnie otwarty, 18V DC. | 3, 4 | zielony, czarny |
| Transfer | < wyjście | Sygnał zwrotny sygnalizujący transfer łuku z dyszy na materiał cięty. Normalnie otwarty. | 12, 14 | czerwony, czarny |
| Masa | masa | Potencjał odniesienia. | 13 | |
| Dzielnik napięcia | < wyjście | Powermax45: dzielnik napięcia dzieli 50:1 napięcie łuk plazmowego (maks. 7V); Powermax65/85/105: różne wartości podziału (maks. 18V). | 5 (-) 6 (+) | czarny (-) biały (+) |
W celu zajarzenia łuku plazmowego zwierane są styki 3 i 4 – może to być zarówno zwykły przełącznik lub wyjście sterownika CNC. Po tej operacji, jeśli nastąpiło przeskoczenie łuku plazmowego na materiał cięty, źródło zwraca sygnał „transfer” informujący np. CNC o tym, że właśnie zaczęliśmy ciąć i można poruszać głowicą XY.
Dzielnik napięcia a THC/PHC
Wbudowany wraz z CPC dzielnik napięcia dostosowuje (do pomiaru) napięcie „pobierane” z łuku plazmowego na końcu palnika, a więc mierzone między elektrodą, a materiałem ciętym. Napięcie łuku plazmowego zwiększa się wraz z odległością palnika maszynowego od materiału i wynosi zazwyczaj niewiele poniżej 200V, tak więc musi zostać obniżone do poziomu akceptowalnego dla wrażliwej na wysokie napięcia elektroniki – w tym celu, stosujemy dzielnik dzielący napięcie palnika przed pewną stałą wartość.
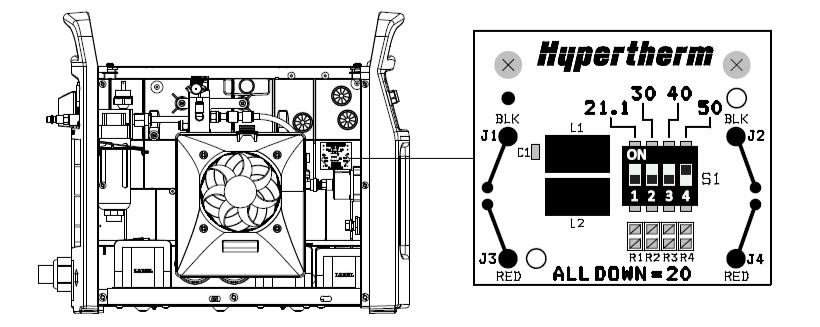
Umiejscowienie płytki dzielnika napięcia po ściągnięciu obudowy
W przypadku Powermax45 jest to stały podział 50:1 a dla modeli 65/85/105 można tę wartość ustawić za pomocą mikro przełączników, wg. wzoru poniżej:

Tak przygotowany, analogowy (a więc mogący przyjmować wiele różnych wartości) sygnał napięciowy może zostać przesłany za pomocą kabla CPC i zmierzony przez sterownik CNC, a na tej podstawie wyliczyć ile milimetrów nad materiałem wisi palnik lub podłączony do urządzenia typu THC (ang. torch hight control – kontroler wysokości palnika) utrzymujący palnik na stałej wysokości nad materiałem. Ma to kluczowe znaczenie dla jakości cięcia i przy przebujaniu zmechanizowanemu.
Numery katalogowe okablowania:
023206 kabel interfejsu maszynowego CPC bez sygnału dzielnika napięcia; konektory widełkowe, dł. 7,6 m
023279 kabel interfejsu maszynowego CPC bez sygnału dzielnika napięcia; konektory widełkowe, dł. 15 m
228350 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia; konektory widełkowe, dł. 7,6 m
228351 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia; konektory widełkowe, dł. 15 m
223048 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia, wtyczka D-SUB, dł. 7,6 m
123896 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia, wtyczka D-SUB, dł. 15 m
223236 kabel interfejsu szeregowego RS-485, nie zakończony wtyczką od strony CNC, dł. 7,6 m
223237 kabel interfejsu szeregowego RS-485, nie zakończony wtyczką od strony CNC, dł.15.2 m
223239 kabel interfejsu szeregowego RS-485, zakończony wtyczką D-SUB 9-ciobolcową, dł. 7,6 m
223240 kabel interfejsu szeregowego RS-485, zakończony wtyczką D-SUB 9-ciobolcową, dł. 15 m