Słowem wstępu
W poprzednim artykule omówiliśmy działanie portu maszynowego CPC. Zgodnie z zapowiedzią, skupimy się na drugim opcjonalnym porcie tj. porcie szeregowym RS- 485. Przypominamy o opcjonalnym zestawie rozszerzającym:
228539 zestaw rozszerzający dla Powermax65/85/105: interfejs szeregowy (RS-485)
W urządzeniach Hypertherm, część funkcji można kontrolować w sposób cyfrowy, przesyłając komendy z komputera/CNC do źródła i odbierając komunikaty zwrotne o trybie i stanie maszyny, jest to więc komunikacja dwustronna. Odpowiednie 5-pinowe gniazdo znajduje się na tylnym panelu, zaraz na prawo od włącznika. Pozwala kontrolować następujące funkcje:
- zmieniać tryb pracy urządzenia, w sposób analogiczny do przełącznika na panelu frontowym,
- zmieniać wartość amperażu w dozwolonym zakresie,
- przełączać urządzenie między automatycznym a ręcznym doborem ciśnienia gazu,
- w trybie ręcznym ustawiać wartość ciśnienia gazu w dozwolonym zakresie,
- odczytywać kody błędów.
Gdy „przejmiemy” kontrolę na pomocą portu RS-485, to panel przedni jest w tym czasie nieaktywny.
Interfejs szeregowy RS-485
Gdy mówimy o cyfrowej komunikacji szeregowej, to możemy porównać ją do drogi ekspresowej: posiada dwie „jezdnie” odpowiadające za jednoczesną komunikację w dwóch różnych kierunkach, a dane w postaci informacji binarnej, czyli zera i jedynki, poruszają się w danym kierunku jak samochody, czyli jeden za drugim, po kolei.
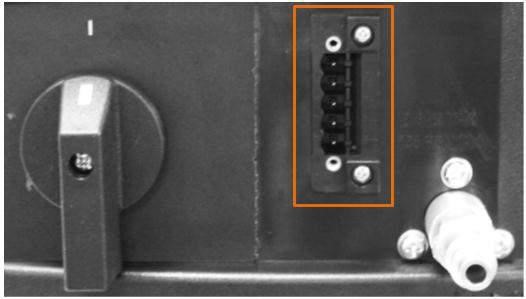
Interfejs szeregowy RS-485.
Fizycznie przewód RS-485 posiada po parze przewodów w każdym kierunku przesyłu danych, które pracują jako para różnicowa (sygnały w ramach jednej pary mają odwrócone sygnały napięciowe), co pozwala na pewną transmisję sygnału na nawet dziesiątki lub setki metrów. Fizycznie przewód RS-485 jest często zakończony od strony sterownika CNC np. wtyczką w standardzie D-Sub.
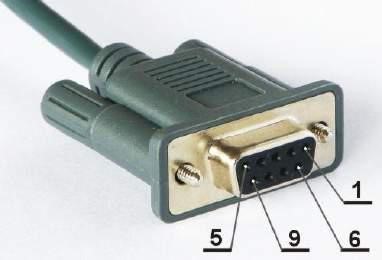
Przykładowa wtyczka D-Sub 9-pin.
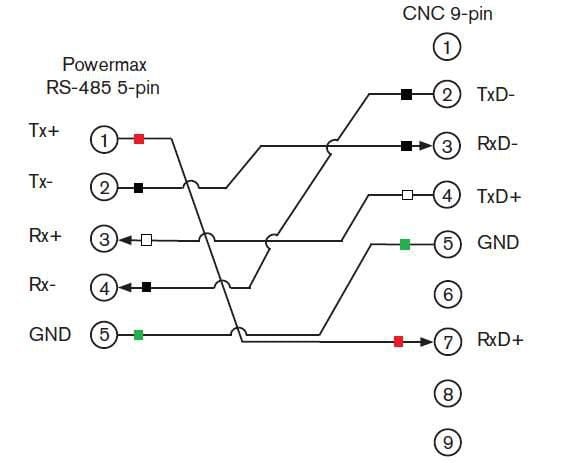
Schemat połączenia i kolorystyka przewodów w kablu RS-485 Hypertherm.
Protokół MOD-BUS
Kolejnym w hierarchii jest protokół wymiany danych, czyli pewien zestaw reguł, mówiący w jaki sposób i w jakiej formie przekazywane są dane za pomocą RS-485 „z” i „do” maszyny. Oprócz właściwych danych zawierających informacje i rozkazy oraz podczas komunikacji wykorzystywane są dodatkowe dane, tj. bity startu, funkcje oraz dane korekcyjne pozwalające odtworzyć informację właściwą w przypadku chwilowych zakłóceń i przekłamań na linii.
W przypadku przecinarek plazmowych Hypertherm, wykorzystywany jest przemysłowy standard, w postaci protokołu komunikacyjnego MOD-BUS ASCII.
Podstawowe parametry szeregowego przesyłania danych:
- 19200 bitów / 1 sek.,
- 8 bitów na znak (najbardziej znaczący bit jako pierwszy),
- 1 bit startu i 1 bit stopu,
- kontrola przez bit(y) parzystości (ang. even parity).
Ramka danych wygląda w następujący sposób:
| Start | Adres | Funkcja | Dane | Suma kontr. | Koniec |
|---|---|---|---|---|---|
| 1 znak „:” | 2 znaki | 2 znaki | od 0 do 2×252 znaków | 2 znaki (LRC) | 2 znaki #0D0A |
Poszczególne parametry I funkcje źródła kontroluje się poprzez wpisywanie i odczyt wartości z odpowiednich rejestrów w elektronice urządzenia.
Aby wprowadzić źródło w tryb zdalnego sterowania przez RS-485 trzeba jednocześnie wprowadzić trzy, niezerowe, poprawne wartości to trzech rejestrów odpowiadających za tryb pracy, amperaż i ciśnienie gazu. Po tej operacji można już nadpisywać rejestry pojedynczo. W celu wyłączenia zdalnego sterowania, należy wpisać do trzech wymienionych rejestrów wartości zero.
WAŻNE!
Więcej szczegółów dotyczących protokołu można znaleźć w jego dokumentacji technicznej :
http://www.modbus.org/docs/Modbus_Application_Protocol_V1_1b.pdf
http://www.modbus.org/docs/Modbus_over_serial_line_V1_02.pdf
Adresy rejestrów, zakres ich wartości, kody błędów oraz inne reguły komunikacji ze źródłem Hypertherm wraz z przykładami znajdują się w dokumentacji producenta dostępnej na życzenie.
W przypadku przecinarek plazmowych Hypertherm, wykorzystywany jest przemysłowy standard, w postaci protokołu komunikacyjnego MOD-BUS ASCII.
Podstawowe parametry szeregowego przesyłania danych:
Kody błędów
W przypadku zadziałania któregokolwiek z zabezpieczeń urządzenia lub przekroczenia parametrów pracy urządzenie przesyła kod błędu, który pozwala określić przyczynę przerwania pracy. Podstawowe kody pokazuje poniższa tabela. Wartości przesłane przez urządzenie są dziesiętne i nie zawierają znaków „-”.
| Kod błędu | Opis |
|---|---|
| 0-11-0 | Ustawiony niewłaściwy tryb pracy |
| 0-11-1 | Ustawienie amperażu poza zakresem |
| 0-11-2 | Ustawienie ciśnienia gazu poza zakresem |
| 0-12-0 | Niskie ciśnienie wejściowe gazu |
| 0-12-1 | Niskie ciśnienie wyjściowe gazu |
| 0-12-2 | Wysokie ciśnienie wyjściowe gazu |
| 0-12-3 | Niestabilne ciśnienie wyjściowe gazu |
| 0-13-0 | Ostrzeżenie o niestabilnym napięciu zasilania |
| 0-19-0 | Zabezpieczenie sprzętowe układu mocy |
| 0-20-0 | Niskie ciśnienie gazu |
| 0-21-0 | Za wysoki spadek ciśnienia podczas cięcia |
| 0-22-0 | Brak gazu |
| 0-30-0 | Problem z materiałami eksploatacyjnymi |
| 0-32-0 | Materiały eksploatacyjne zużyte (tylko PMax105) |
| 0-40-0 | Za wysoka temperatura źródła |
| 0-50-0 | Nasadka na palniku jest niedokręcona |
| 0-51-0 | Sygnał startu na wcześnie podczas uruchomienia |
| 0-52-0 | Palnik niepodłączony do źródła |
| 0-60-0 | Błąd napięcia zasilania |
| 0-61-0 | Niestabilny sygnał łuku |
| 0-98-0 | Wewnętrzny błąd komunikacji |
| 0-99-0 | Awaria sprzętowa – niezbędny serwis |
Numery katalogowe okablowania:
023206 kabel interfejsu maszynowego CPC bez sygnału dzielnika napięcia; konektory widełkowe, dł. 7,6 m
023279 kabel interfejsu maszynowego CPC bez sygnału dzielnika napięcia; konektory widełkowe, dł. 15 m
228350 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia; konektory widełkowe, dł. 7,6 m
228351 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia; konektory widełkowe, dł. 15 m
223048 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia, wtyczka D-SUB, dł. 7,6 m
123896 kabel interfejsu maszynowego CPC z sygnałem dzielnika napięcia, wtyczka D-SUB, dł. 15 m
223236 kabel interfejsu szeregowego RS-485, nie zakończony wtyczką od strony CNC, dł. 7,6 m
223237 kabel interfejsu szeregowego RS-485, nie zakończony wtyczką od strony CNC, dł.15.2 m
223239 kabel interfejsu szeregowego RS-485, zakończony wtyczką D-SUB 9-ciobolcową, dł. 7,6 m
223240 kabel interfejsu szeregowego RS-485, zakończony wtyczką D-SUB 9-ciobolcową, dł. 15 m